


Informace o novinkách nástrojů Kennametal
Novinky Kennametal - 2021
Novinka číslo 1:
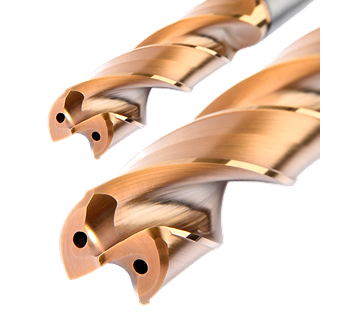
Vrtáky Kennametal HPX na nejproduktivnější vrtání ocelí

Nová řada vrtáků HPX: Vysoce výkonné řešení pro velkosériové obrábění oceli.
» Přímá řezná hrana snižuje tvorbu nárůstků a vylamování řezné hrany a fazetky.
» Patentovaná špička HPX zajišťuje vynikající samostředící vlastnosti, snižuje přítlak a zaručuje přesné utváření středové třísky.
» 2 vodící fazetky zajišťují stabilitu a snižují tření.
» Použití při 3x vyšších řezných podmínkách, zkrácení časů obrábění a uvolnění výrobních kapacit.
» Výjimečně vyleštěné drážky snižují tření, zlepšují odvod třísek a prodlužují životnost nástroje.
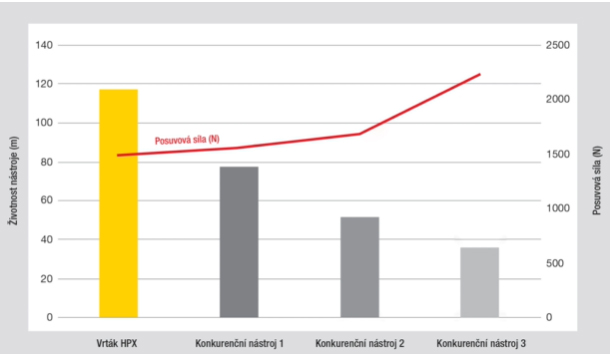
Nižší řezné síly, vyšší spolehlivost
» Vrták HPX při vrtání v ocelích stabilně poskytuje vyšší životnost než konkurenční nástroje, dokonce i v případech, kdy posuvy a řezné rychlosti významně vzrostou.
» Speciální konstrukce příčného ostří vrtáku HPX zlepšuje tvorbu třísek a vytváří menší třísky. Geometrie špičky vrtáku HPX pro specifické materiály významně snižuje řezné síly, což přináší významné výhody u strojů s nižším výkonem vřetena, při nestabilních řezných podmínkách nebo nestabilním upnutí obrobku.
» Průběžný průřez jádra činí vrták HPX odolnějším proti zlomení a drážky leštěné do vysokého lesku zajišťují vynikající odvod třísek.

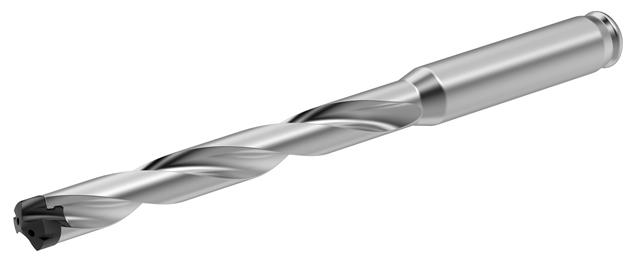
» Úhel špičky 140˚ – pro ideální podmínky obrábění. Vynikající pro pilotní předvrtání hlubokých otvorů.
» 2 fazetky pro stabilitu a nižší tření.
» Přímá řezná hrana – nižší tvorba nárůstků a vylamování řezné hrany a vodící fazetky.

» Standardní ukončení pro mikromazání MQL.
» Vrtání do hloubky až 8xD.
» Rohové sražení – ochrana proti tvorbě nárůstku, snižuje vylamování řezné hrany a prodlužuje životnost nástroje.
Zásadní rozdíly
Díky čemu je vrták HPX při vrtání ocelí oproti jiným tak výjimečný? Rozdíl je v konstrukci. Oceli se v široké řadě aplikací v automobilovém nebo spotřebním průmyslu a v řadě dalších průmyslových aplikací používají často v takových objemech výroby, kde maximální životnost nástroje a jeho výkonnost představují kritické parametry. Navíc ocel je v průběhu vrtacích operací zdrojem vysokého stupně mechanického zatížení, což má za následek vznik sil, které vedou k rychlému opotřebení nástrojů a vylamování zranitelnějších rohů nástroje. Společnost Kennametal eliminovala tuto příčinu selhání použitím malého rohového sražení a napřímením řezné hrany vrtáku HPX. To vede ke zkrácení drážek a spolu se zaoblenou fazetkou slouží ke stabilizaci vrtáku a snížení tření.
Dalším běžným problémem při vrtání legovaných ocelí je nárůstek na řezné hraně. Jeho tvorbu sice přímý břit vrtáku HPX pomáhá eliminovat, ale skutečnou odpovědí je optimalizovaná úprava řezné hrany vrtáku. Jeho jemné honování dále snižuje tření, vedoucí k tvorbě nárůstku, stejně tak jako vysoce leštěné drážky nástroje. Díky spojení karbidového materiálu KCP15B určeného speciálně pro obrábění oceli a patentovaného vícevrstvého povlaku AlTiN nastavuje vrták HPX nový standard pro životnost nástroje při velkosériovém vrtání materiálů skupiny ISO-P.
Nižší řezné síly, vyšší spolehlivost
Speciální konstrukce příčného ostří vrtáku HPX zlepšuje tvorbu třísek a vytváří menší třísky. Geometrie špičky vrtáku HPX pro specifické materiály významně snižuje řezné síly, což přináší významné výhody u strojů s nižším výkonem vřetena, při nestabilních řezných podmínkách nebo nestabilním upnutí obrobku.
Průběžný průřez jádra činí vrták HPX odolnějším proti zlomení a drážky leštěné do vysokého lesku zajišťují vynikající odvod třísek.
Poslední vlastnost je obzvlášť důležitá pro výrobce automobilů a další výrobce, kteří si přejí vypnout svá vysokotlaká čerpadla chladiva ve prospěch suchého obrábění nebo MQL systémů. Pro takové obrobny je účinný odvod třísek spolu s nízkým třením při řezu při nezbytností a v obou požadavcích vrták HPX boduje. Vrták je navíc vybaven těsným MQL rozhraním, které splňuje požadavky norem DIN 6535 a 69090-03, a které již tedy není nutné speciálně objednávat nebo provádět vlastní modifikace.
Novinka číslo 2:
Vrtáky Kennametal HPR na nejproduktivnější vrtání litin

Vrtání při vysokých řezných rychlostech i posuvech až do délky 8 x D se standardním vnitřním chlazením.
Nová řada vrtáků HPR: Vysoce výkonné řešení pro velkosériové vrtání litin.
» Patentovaný rohový rádius zajišťuje dlouhou životnost nástroje a vynikající jakost otvoru a zabraňuje vylamování materiálu v oblasti výstupu.
» Patentovaná ztenčující se špička vrtáku HPR zajišťuje výborné samostředící vlastnosti s nízkým přítlakem, které zaručují vynikající přímost otvorů.
» 4 vodící fazetky vhodné pro průniky otvorů a šikmé výstupy a zajišťují maximální stabilitu.
» Výjimečně leštěné drážky zajišťují minimální tření, zlepšují odvod třísek a prodlužují životnost nástroje.
» Vhodné pro mikromazání! Všechny stopky splňují normy DIN 6535 a 69090-03 pro použití s mikromazáním.
» Špička vrtáku pro konkrétní materiály s nízkým přítlakem. Pro maximální přímost otvorů.
» Patentovaný rohový rádius pro dlouhou životnost nástroje a vynikající jakost otvoru.
» Široký průřez drážek pro snadný odvod třísek.

» Všechny stopky jsou vhodné pro mikromazání.
» 4 vodící fazetky. Maximální stabilita při vrtání průniků otvorů a výstupech do nakloněných rovin.
» Patentovaný vícevrstvý povlak AlTiN/AlTiSiN odolný otěru a tepelnému namáhání zvyšuje životnost nástroje.
Konstrukční prvky, které znamenají výhru
Patentovaná ztenčující se špička vrtáku, speciální lamač třísek a úhel špičky 143° poskytují výjimečné samo středicí vlastnosti a snižují přítlak, přičemž udržují přímý směr vrtáku, a to dokonce i při nejvyšších posuvech. Navíc čtyři vodicí fazetky přinášejí maximální stabilitu při vrtání křížících se děr a při šikmých výstupech.
Celokarbidový vrták HPR pro litinové součásti je k dispozici v průměrech od 3,0 do 20,0 mm a v délkách až do 8x D. Patentovaný rohový rádius významně zvyšuje životnost nástroje a poskytuje vynikající kvalitu otvoru, toleranci otvoru od IT 9 do IT 10 a současně eliminuje vylamování materiálu při výstupu z otvoru.
„Konstrukce špičky vrtáku pro nízký přítlak přináší uživatelům možnost použití vrtáku při zhoršených podmínkách upnutí, jakož i v tenkostěnných aplikacích nebo jednoduše v případech, kdy limitujícím faktorem je výkon vřetena," říká Frank Martin, produktový manažer Kennametalu.
Rozsáhlé testování ukázalo, že tento nový vrták přináší řešení pro zmíněné výzvy, stejně jako pro velkosériovou výrobu litinových dílů.
Výjimečná odolnost proti otěru
Patentovaný vícevrstvý AlTiN/AlTiSiN povlak odolává extrémní abrazi a vysokému tepelnému zatížení vznikajícími při vrtání šedé, tvárné, CGI, ADI a GGG litiny. Nový povlak je odolný rovněž proti vměstkům a pórům, s nimiž se v těchto náročných materiálech běžně setkáváme.
Vysoce leštěné drážky se širokým průřezem podporují účinný odvod třísek a dále snižují tvorbu tepla a z toho plynoucí tepelný šok.
Nový vrták HPR je k dispozici se standardním vnitřním chlazením a s rozhraním podle DIN 6535 a 69090-03 MQL (minimální chlazení). Díky těmto vlastnostem vrták vyniká jak při mokrém, tak suchém obrábění.
„Ať se jedná o velké počty vrtaných děr nebo o překonání typických výzev v nějakém typu litinového obrobku, vrták HPR je jasným řešením," říká Martin.
Novinka číslo 3:
Nová geometrie korunek pro Kentip FS

Nová geometrie Kennametal Kentip FS FEG pro otvory s rovným dnem
» Vrtací korunky FEG s geometrií špičky 180° pro otvory s plochým dnem spojují dvě operace do jedné.
» Ve spojení s dalšími vrtacími korunkami KenTIP FS (geometrie HPG, HPC, HPL) je možné nové vrtací korunky FEG použít jako pilotní vrtáky pro předvrtání hlubokých otvorů.
Kennametal rozšířil svou nabídku vyměnitelných destiček pro řadu modulárních vrtáků KenTIP FS o nové vrtací korunky FEG pro výrobu otvorů s rovným dnem. Vrtací korunky FEG jsou určeny pro aplikace v ocelích, litinách a nerezových ocelích, kde odstraňují nutnost následného frézování stopkovou frézou a umožňují úlohu dokončit v jediné operaci při úspoře času a nákladů na nástroje.
Vrtání otvorů s plochým dnem je výzvou, podobně jako vrtání na šikmé nebo zakřivené ploše, vrtání křížících se otvorů, vrtání desek ve vrstvách a odlitků nebo jiných hrubých povrchů. Nyní už ale nikoliv. Na základě úspěchu svých modulárních vrtáků KenTIP FS vyvinul Kennametal vyměnitelné vrtací korunky s unikátní geometrii (FEG), které zefektivňují mnoho z těchto typů aplikací a zjednodušují vrtání válcových zahloubení, jakož i pilotních otvorů.
„Vrtací korunky FEG jsou tak univerzální, že je můžete použít pro téměř všechny vaše aplikace vrtání,“ říká Georg Roth, globální produktový manažer Kennametalu pro výrobu otvorů modulárními vrtacími nástroji.
Dostáváme se na špici
Koncepčně je geometrie destiček FEG jednoduchá: obsahuje řeznou hranu s úhlem špičky 180° a kuželový vodicí hrot, který působí jako pilot pro dosažení mimořádné přesnosti polohy a přímosti. Rohová sražení slouží k ochraně řezných hran a ke snížení tvorby otřepů. Čtyři fazetky poskytují stabilitu u přerušovaných řezů a křížících se otvorů. Řezný materiál KCP15A od Kennametalu, který využívá nanokompozitní povlak AlTiN a jemnozrnný karbidový substrát, poskytuje jak tuhost, tak otěruvzdornost při vrtání ocelí, nerezových ocelí a litin.
K dispozici je rozsah průměrů 6,0–26,0 mm (0,236–1,024 in.) a hloubek vrtání až do 12xD v závislosti na použitém typu těla modulárního vrtáku KenTIP FS.
Kromě vrtání otvorů s plochým dnem v jediné operaci exceluje KenTIP FS-FEG při vrtání křížících se otvorů, u výstupů do šikmých ploch a jako pilotní vrták v aplikacích hlubokého vrtání do 12xD.ů.
Novinka číslo 4:
eBore™ - Přesný digitální vyvrtávací systém Kennametal

Mikron po mikronu – přesné seřízení každého nástroje je jednoduché jako napočítat do 3.
» Vyvrtávací systém eBore pokrývá rozsah průměrů 6-1020mm s nejmodernějším řešením pro přesné vyvrtávání, které mají jednu společnou věc: všechny jsou digitálně připraveny.
» Digitální displej eBore umožňuje seřídit nástroj přímo ve vřeteni, zkrátit seřizovací a vedlejší časy.
» Jeden za všechny – jeden digitální displej eBore slouží pro všechny přesné vyvrtávací nástroje eBore.
» Mikron po mikronu, přesné seřízení každého nástroje je jednoduché jako napočítat do 3.
Kennametal představil novou řadu přesných digitálních vyvrtávacích nástrojů, které usnadňují přesné seřízení, což umožňuje produktivnější, předvídatelnější a přesnější vyvrtávání. Přesný vyvrtávací systém eBore zahrnuje vyvrtávací hlavy pokrývající rozsah průměrů od 6 do 1020 mm (0,236" až 40,157") a volitelný digitální displej, jenž umožňuje přesné seřízení stejně jednoduše jako otočením šroubu. Drahé chyby jsou tak minulostí.
„Vyvrtávání představuje u mnoha obrobků finální operaci a obyčejná chyba zde může vést ke vzniku zmetku. Přesný vyvrtávací systém eBore od Kennametalu odstraňuje tradiční ‚počítání dílků' a redukuje tak nákladné omyly," řekl globální produktový manažer Marcus Paul. „Setkali jsme se s jeho fantastickým přijetím operátory díky jednoduchosti a snadnosti jeho použití. A protože stejný digitální displej je možné použít ve spojení s různými typy nástrojů a na různých strojích, je to rovněž velmi příjemné z hlediska nákladů na obrábění."
S digitálním displejem eBore od Kennametalu je otáčení seřizovacího šroubu v těsném vývrtu a počítání jeho otáček minulostí. Zařízení umožňující přesnost nastavení 0,002 mm (0,00008") je odolné proti třískám a chladicí kapalině a jeho součástí je skleněné měřítko, které sleduje pohyb vyvrtávací tyče. Stačí jednoduše zacvaknout, otočit zajišťovacím šroubem vyvrtávací hlavy patřičným směrem - a nástroj je připraven k další vyvrtávací operaci.
U systému eBore není třeba při seřizování vyjímat vyvrtávací hlavu z vřetene, ani počítat dílky, ani si dělat poznámky. Starosti o vůli a posunutí z důvodu předpětí zajišťovacího šroubu vyvrtávací hlavy jsou minulostí, stejně jako nekonečné zkušební řezy a postupné zvětšování průměru vývrtu. Výsledkem je nižší zmetkovitost, menší prostoje a rychlejší seřízení. Displej se automaticky vypíná po 30 sekundách a jedna baterie vystačí na více než 5 000 seřízení. A pokud před spuštěním vřetene zapomenete vyjmout vyvrtávací hlavu, kuličkový a pružinový upínací mechanismus uvolní displej automaticky při 500 otáčkách za minutu, čímž předejde potenciální škodě.
Systém eBore založený na jednoduchosti přichází s rychlovýměnným rozhraním KM od Kennametalu a může být snadno adaptován na HSK, PCS, KM4X a vřetena se strmými kuželi.
Novinka číslo 5:
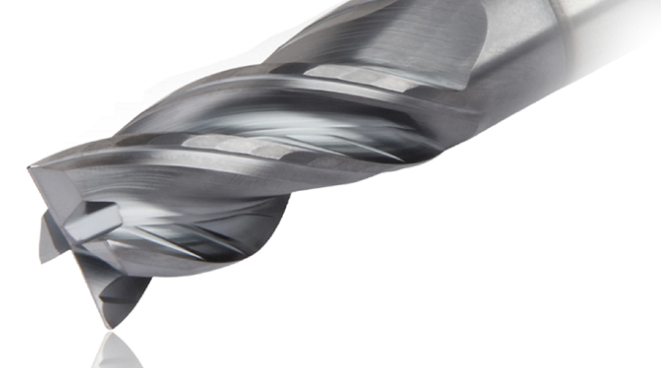
Nejvýkonnější a nejuniverzálnější fréza Kennametal. Masivní rozšíření sortimentu této neobyčejné frézy.
Maximální produktivita
» Vlastní konstrukce čela — prohnuté řezné hrany zvyšují stabilitu rohů a umožňují lehké řezy i při nejvyšších úhlech sestupu.
» Vlastní konstrukce jádra — lepší stabilita nástroje.
» Inovativní konstrukce čela — asymetricky rozdělené břity a proměnná šroubovice tlumí vibrace a umožňuje dosažení neporovnatelných hodnot posuvů.
» Vlastní odlehčení — technologie AVF. Přesně vybroušené excentrické odlehčení snižuje chvění a tření. Vynikající řezné podmínky v různých materiálech.
Vlastní konstrukce drážky — inovativní utvařeče v drážce pro odvod třísek snižují řezné síly a podporují účinný odvod třísek.

Rozšíření sortimentu fréz Kennametal Harvi 1 TE v roce 2021.
» Nově dostupné v kulovém provedení.
» Nově dostupné v rádiusovém provedení.
» Nově dostupné v krátkých provedeních a v provedeních s odsazením.
Novinka číslo 6:
Antivibrační vyvrtávací tyče Kenametal

Antivibrační vyvrtávací tyče ve spojení se šroubem upínanými hlavami zajišťují stabilitu a tuhost při vyvrtávání s velkým vyložením až do 10 x D.
Antivibrační vyvrtávací tyče jsou hotová řešení připravená k přímému použití bez nutnosti a možnosti dalšího ručního seřízení. Vnitřní tlumící prvky jsou navrženy pro zajištění stability procesu zvýšením tuhosti tyče a tlumením chvění. Tyto antivibrační tyče pracují s novým portfóliem šroubem upínaných vyvrtávacích hlav, které jsou k tyčím připojovány přes vroubkované rozhraní.
Krátké šroubem upínané hlavy.Vyznačují se nízkou hmotností a zajišťují vysokou stabilitu a konzistentní opakovatelnost.

Vnitřní tlumící prvky. Obrábění bez vibrací a chvění umožňuje vysoké úběry materiálu s velkými hloubkami řezu a zaručuje vynikající jakost povrchu a vyšší produktivitu.

Spojení s vroubkováním. Zajišťují vyšší tuhost spojení a lepší přesnost polohy břitové destičky.
Novinka číslo 7:
Nástroje Kennametal s PCD (vrtáky, stopkové frézy, výstužníky)
PCD nástroje pro vysokorychlostní obrábění hliníku významně zkracují čas obrábění.
Dlouhá životnost PCD nástrojů zajišťuje až 10 krát vyšší produktivitu v porovnání s karbidovými nástroji.

» Různá provedení PCD stopkových fréz, PCD vrtáků a PCD výstružníků pokrývají různé aplikace a strategie obrábění hliníku a významně zkracují časy obrábění a zvyšují produktivitu.
» Vhodné pro hrubovací i dokončovací operace, všechny nástroje jsou vhodné pro mikromazání.
» Ostré řezné hrany a čelo s nízkým třením zaručují vynikající jakost obrobeného povrchu.

» Ostré řezné hrany.
» Povrch čela s nízkým třením snižuje tvorbu nárůstků na řezné hraně.
» Výjimečná odolnost proti opotřebení, dlouhá životnost nástroje.
» Krátké dodací lhůty díky standardní nabídce nástrojů s PCD.
» Vhodné pro mikromazání.
Kennametal představuje novou řadu PCD rotačních nástrojů pro obrábění hliníku, které poskytují až desetkrát vyšší produktivitu než karbidové nástroje. Nová řada vrtáků, výstružníků a stopkových fréz vyniká vysokou životností nástrojů, vysokou odolnost proti opotřebení i při vysoce abrazivním působení slitin hliníku a je k dispozici s velmi krátkými dodacími lhůtami.
Ve standardu je k dispozici široký výběr stopkových fréz s průměrem do 50mm
„Naše nová řada rotačních PCD nástrojů umožňuje našim zákazníkům efektivněji opracovávat hliník a tím dosáhnout vyšší produktivity výroby“ říká Michael Hacker, produktový manažer Kennametal. „Při vrtání a vystružování mohou tyto nástroje trvale pracovat s řeznou rychlostí až 900 m/min. Frézování lze provádět až na neuvěřitelných 6000 m/min, tedy mnohem rychleji než u jiných než PCD nástrojů.“
Dlouhá životnost nástroje, velké zvýšení produktivity
Díky využití chlazení středem nástroje s možností využít MQL jsou tyto rotační nástroje ideální jak pro hrubovací, tak i pro dokončovací obráběcí operace. Extrémně ostré řezné hrany a povrch čela s nízkým třením snižují nebezpečí tvorby nárůstků. Obrábění s nízkým koeficientem tření dosahuje také vynikající kvality povrchu při dokončovacích operacích jako je například vystružování. Dosahují drsnosti Ra 0,1 – 0,8 µm tedy mnohem lepší než konvenční karbidové nástroje.
PCD jakost KD1410 zajišťuje prodlouženou životnost nástroje a je obzvlášť vhodná na obrobky ze slitin hliníku s vysokým obsahem křemíku používané k výrobě automobilových dílů jako jsou bloky motorů nebo hlavy válců.
Nová řada PCD nástrojů poskytuje mnoho možností pro vrtání a dokončování otvorů včetně modulární vystružovací hlavy do průměru 42 mm.
Přehled nabídky
Řada PCD stopkové frézy:
- Nástroje o průměru 6 až 50 mm
- Hloubka řezu až 50 mm
- Geometrie pro zavrtávání, hrubování a dokončování
- Různé úhly čela
Řada PCD vrtáky:
- Průměr 6 až 20 mm v krocích po 0,5 mm
- Až 5xD
- Metrické i palcové rozměry
Řada PCD výstružníky:
- Průměr 6 až 20 mm v krocích po 1 mm
- Verze pro průchozí i slepé otvory
- Pro větší průměry až do 42 mm je k dispozici systém modulárních vystružovacích hlav s upnutím KST
„Většinu z těchto PCD rotačních nástrojů lze nabízet také jako Custom Solution upravené podle konkrétních potřeb zákazníků i při zachování krátkých dodacích lhůt “ říká Michael Hacker. „Kennametal využívá své dlouholeté zkušenosti s PCD nástroji v automobilovém průmyslu k tomu, aby učinil tuto technologii snadno dostupnou každému výrobci, který hledá cenově konkurenceschopné a vysoce kvalitní a produktivní řešení pro obrábění hliníku“.
Katalog Kennametal PCD fréz, vrtáků a výstružníků 2021 ke stažení

Novinka číslo 8:
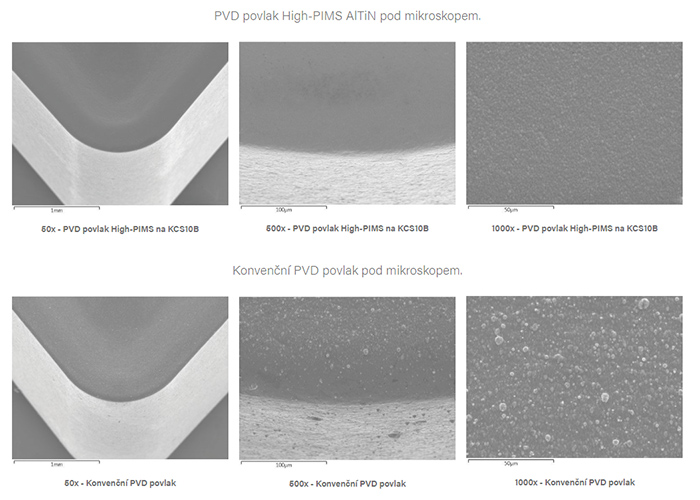
Nová soustružnická sorta KCS10B: Nový vysokoenergetický pulzní magnetronový povlakov (High-PIMS).

Technologie povlaku High-PIMS je charakterizována podle:
» Hladký povrch povlaku.
» Optimální přilnavost povlaku, zejména na ostrých řezných hranách.
» Vysoká odolnost proti vrubovému opotřebení.
» Dlouhá životnost nástroje a vysoká spolehlivost procesu.
V kombinaci se sortou KCS10B, z extrémně tvrdého a otěruvzdorného ultra jemného karbidu, je ideální pro střední obrábění a dokončovací operace. PVD povlak AlTiN PVD je vhodný pro slitiny železa (S1), slitiny kobaltu (S2) a niklové slitiny (S3).

Nový povlak KCS10B zajišťuje snadnou identifikaci opotřebení.
» Uvedený vzor opotřebení představuje brzký konec životnosti.
» Výjimečně hladký povrch povlaku snižuje tření, zajišťuje delší životnost nástroje a zvyšuje spolehlivost procesu.
» Nová soustružnická sorta KCS10B s novým vysokoenergetickým pulzním magnetronovým povlakováním (High-PIMS) je vhodná pro slitiny železa (S1), slitiny kobaltu (S2) a niklové slitiny (S3).
» Nižší tvorba nárůstku na řezné hraně.
» Vynikající přilnavost povlaku, zejména na ostrých řezných hranách.
» Vysoká odolnost proti vrubovému opotřebení.
» Nižší tvorba nárůstku na řezné hraně.
» VNový PVD povlak High-PIMS snižuje tření a zajišťuje delší životnost nástroje.
» Nový PVD povlak High-PIMS zajišťuje vynikající jakosti povrchů a vynikající rozměrovou přesnost.
Kennametal uvádí KCS10B pro aplikace v superslitinách
Kennametal představil svůj nejnovější a nejpokročilejší soustružnický řezný materiál KCS10B určený pro obrábění superslitin na bázi niklu, kobaltu a železa používaných v leteckém průmyslu a dalších vysokoteplotních aplikacích.
Třída KCS10B, která se vyznačuje revolučním povlakem aplikovaným na ultra-jemný karbidový substrát pro výjimečnou adhezi povlaku, přináší až o 50 % vyšší životnost nástrojů, předvídatelnější procesy a zvýšenou produktivitu při zpracování obtížně obrobitelných superslitin. KCS10B překonává nejčastější výzvy, s kterými se setkáváme při soustružení superslitin - vymílání a zářez v oblasti maximální hloubky řezu -, což jsou dva typy opotřebení, které často vedou k neočekávaným a dokonce i ke katastrofickým selháním.
Speciální napařování
Robert Keilmann, senior global product manager pro soustružení, vysvětluje, že za tajemstvím úspěchu KCS10B stojí patentovaná technologie společnosti Kennametal, konkrétně vysokovýkonové pulzní magnetronové napařování (High-PIMS, High-Power Impulse Magnetron Sputtering). Namísto deště drobných kapiček, které dopadají na řezné nástroje během tradičního PVD povlakování generuje High-PIMS jemnou mlhu AlTiN vytvářející řadu extrémně tenkých, hladkých a otěruvzdorných vrstev.
Bič na opotřebení
Materiály jako Inconel 718 a Stellite 31 jsou známé tím, že způsobují rychlé opotřebení a nepředvídatelnou životnost nástroje. Třída KCS10B dokáže snížit DOC notching (zářez v oblasti maximální hloubky řezu) a prodloužit životnost nástroje v hrubovacích operacích z tří až na pět minut. Životnost nástroje v dokončovacích operacích je ještě lepší, jelikož k viditelnému vymílání a následnému selhání nástroje dochází v porovnání s konkurenčními značkami dvakrát až třikrát později.
K dispozici jsou pozitivní i negativní destičky s různým provedením utvařečů, řezných hran a geometrií, což činí třídu KCS10B ideálním řešením pro soustružení superslitin na bázi železa (S1), kobaltu (S2) nebo niklu (S3).
„Kromě hladkého povrchu nám nový povlakovací proces dovoluje vytvářet mnohem ostřejší břity," uvedl Robert Keilmann. „Náš pokročilý honovací proces a technologie úpravy řezné hrany snižují tření, které vede ke vzniku tepla, což dále zvyšuje životnost nástroje. To také znamená snížení tvorby nárůstku, což je další běžný typ opotřebení v superslitinách. Připomeneme-li vynikající rozměrovou přesnost, kterou jsou soustružnické destičky od Kennametalu pověstné, mohou nyní zákazníci očekávat zvýšený výkon, stabilitu a předvídatelnost, což jsou vlastnosti potřebné pro úspěšné obrábění těchto náročných slitin."
Novinka číslo 9:
Čelní frézy KCFM™ 45.

KCFM 45 splňují nejvyšší požadavky na jakost povrchu díky vysoce přesným lůžkům s házivostí dva mikrony.
» Super-pozitivní geometrie břitových destiček pro střední dokončování a břitových destiček wiper zajišťuje nízké řezné síly zejména při obrábění tenkostěnných litinových dílů, jak při použití chladicí kapaliny, tak při obrábění za sucha.
» K dispozici jsou keramické a PCBN sorty. Možnosti vyšších řezných rychlostí a tím také vyšší produktivity. Přináší nižší náklady na díl.
Frézovací těleso je vybaveno pevnými a nastavitelnými lůžky břitových destiček, které poskytují následující dvě možnosti:

1) Pokud jsou nároky na výsledný povrch nižší, proveďte osazení všech lůžek břitovými destičkami pro střední dokončování. Pro nastavitelná lůžka jsou k dispozici kazety s břitovými destičkami pro střední dokončování.
2) Při nejvyšších nárocích na jakost povrchu použijte v nastavitelných lůžkách břitové destičky typu wiper v kazetě pro břitové destičky wiper.
» Pevná lůžka pro břitové destičky pro střední dokončování.
» Nastavitelná lůžka pro kazety s břitovými destičkami wiper a pro kazety s břitovými destičkami pro střední dokončování.
» Systém číslování lůžek břitových destiček zkracuje seřizovací čas.
Společnost Kennametal uvedla na trh novou platformu KCFM 45 pro aplikace čelního frézování. Díky pevným a nastavitelným lůžkům lze novou frézu použít jak pro polodokončování, tak pro aplikace přesného dokončování, kde překonává nejvyšší požadavky na jakost povrchu. Tento nový nástroj, který lze opatřit karbidovými, keramickými nebo PcBN destičkami, představuje flexibilní, cenově příznivé a uživatelsky přívětivé řešení, které je ideální pro jakýkoliv typ CNC obráběcího centra.
Karbidové destičky jsou ideální pro obrábění při nižších otáčkách anebo pro obrábění tenkostěnných obrobků, zatímco keramické destičky (jakost KY3500) poskytují zvýšené řezné rychlosti, které vedou k vyšší produktivitě. Oboje však podávají vynikající výkon. Břitové PcBN destičky poskytnou nejlepší možnou jakost povrchu, životnost nástroje a produktivitu výroby.
„U čelní frézy KCFM 45 mohou uživatelé volit a využívat různé typy břitových destiček současně podle aplikačních doporučení a podmínek obrábění," říká Michael Hacker, produktový manažer Kennametalu. „Například můžete použít PcBN destičky v nastavitelných lůžkách a keramické nebo karbidové destičky ve všech ostatních lůžkách pro mokré obrábění nebo pro aplikace s malými úběry. Bez ohledu na konfiguraci překonává fréza KCFM 45 nejvyšší požadavky na jakost povrchu."
Zabiják vln
Břitové destičky jsou pro zlepšení životnosti nástroje uloženy pod pozitivním úhlem v axiálním směru, ale pod mírně negativním úhlem v radiálním směru. To generuje výrazně nižší řezné síly než konkurenční nástroje pro frézování litin a pomáhá eliminovat drnčení a dále zlepšovat jakost povrchu.
„Fréza KCFM 45 s nastavitelnými lůžky umožňuje dosáhnout jakosti povrchu Ra až 0,8 µm (32 µin.) nebo lepší, zatímco zvlnění je menší než 10 µm (400 µin.)," říká Hacker.
Fréza KCFM 45 je ideální pro polodokončovací a přesné dokončovací aplikace v šedé litině nebo vermikulární (CGI) litině.
Stáhněte si katalogy se všemi novinkami 2021.


